
“冷”焊接工藝—— CMT,意味著可在所有材料上應(yīng)用并獲得顯著的效果,需要穩(wěn)定的電弧和準(zhǔn)確的工藝控制。因?yàn)楹蛡鹘y(tǒng) MIG/MAG 焊接相比,這種工藝真的是“冷過(guò)渡”。或者更為準(zhǔn)確的說(shuō),是在冷和熱之間持續(xù)交替變換。這創(chuàng)造了更好的焊接效果和無(wú)限的可能。例如:無(wú)飛濺焊接和釬焊接頭,鋼和鋁之間的焊接,0.3 mm 厚的超薄板焊接,以及許多其它的應(yīng)用。

工藝原理
-
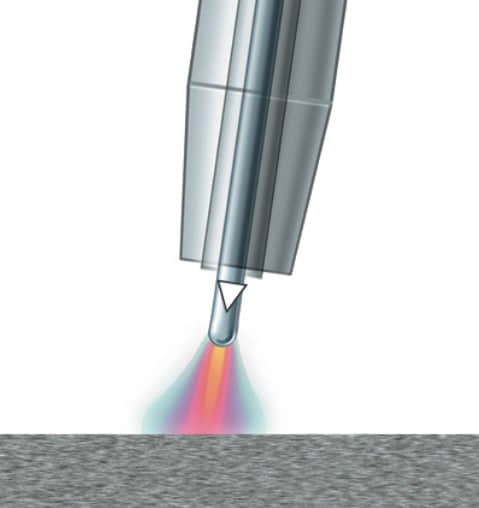
電弧引燃,焊絲向前給進(jìn)
-
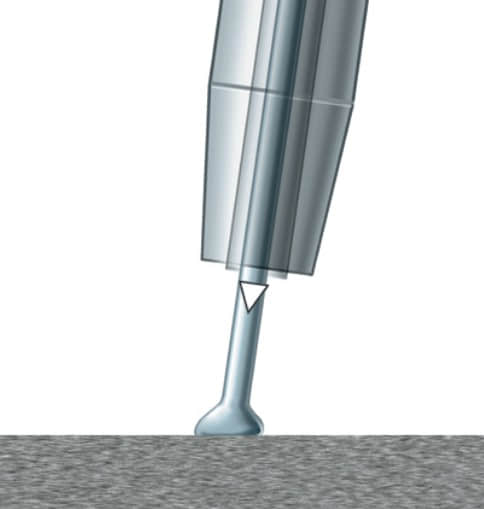
當(dāng)熔滴進(jìn)入熔池,電弧熄滅,電流減小
-
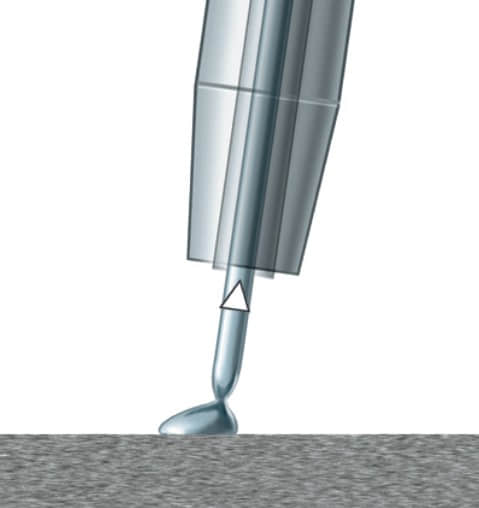
焊絲回抽使熔滴脫落,短路電流保持較小值
-
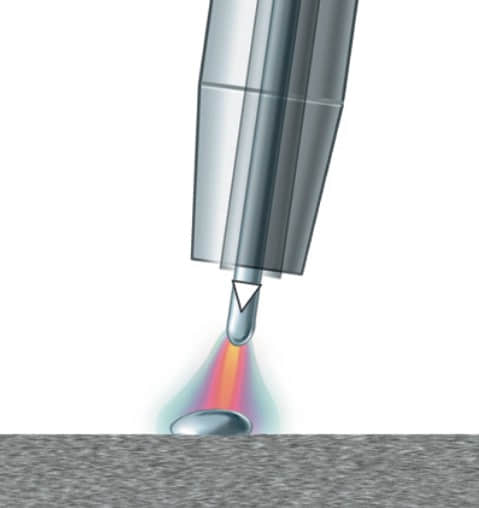
焊絲回復(fù)到進(jìn)給狀態(tài),熔滴過(guò)渡依此過(guò)程循環(huán)往復(fù)
工藝優(yōu)勢(shì)
焊絲回抽運(yùn)動(dòng)
數(shù)字化工藝控制,當(dāng)監(jiān)測(cè)到短路瞬間,通過(guò)控制焊絲回抽幫助熔滴過(guò)渡——高可達(dá) 90 次每秒鐘!
低的熱量輸入
在焊接過(guò)程中,焊絲向前運(yùn)動(dòng)一旦接觸工件發(fā)生短路,焊絲便被回抽,這意味著在產(chǎn)生電弧時(shí),電弧本身只有短暫的熱量輸入。
無(wú)飛濺
焊絲的回抽運(yùn)動(dòng)有助于短路過(guò)渡時(shí)熔滴的分離,短路過(guò)渡始終被控制,并保持很小的電流,這樣的結(jié)果是:無(wú)飛濺的金屬熔滴過(guò)渡。
穩(wěn)定的電弧
電弧長(zhǎng)度通過(guò)機(jī)械式的監(jiān)測(cè)和調(diào)整。無(wú)論工件表面材質(zhì)如何或你想以何種速度焊接,電弧始終保持得非常穩(wěn)定。這表示你可以在任何地方和任何位置使用 CMT 工藝。
CMT Advanced
CMT Advanced 二代變極性焊接技術(shù)通過(guò)正負(fù)極性交替作用,實(shí)現(xiàn)了焊接高熔敷效率的同時(shí)熔敷率可準(zhǔn)確調(diào)節(jié)。在保持 CMT 技術(shù)原有的焊絲雙向運(yùn)動(dòng)特性的基礎(chǔ)上,復(fù)加了極性變換控制技術(shù),而且極性變換發(fā)生在短路瞬間,無(wú)需大能量強(qiáng)制轉(zhuǎn)換,可以保證 CMT 焊接過(guò)程的穩(wěn)定可靠,原有的低熱輸入量,無(wú)飛濺焊接等特點(diǎn)得到了進(jìn)一步的提升。因此,CMT 二代變極性焊接技術(shù)可以進(jìn)一步控制熱輸入量,同樣能量輸入條件可獲得更高熔敷效率,并且使得焊接變形更輕微。

CMT Twin
這種新型的系統(tǒng)同步/工藝同步的技術(shù)在焊接市場(chǎng)上是獨(dú)特的,可以保證從開始引燃電弧到結(jié)束時(shí)填充弧坑的整個(gè)過(guò)程都將電弧控制得很穩(wěn)定。該工藝方法的優(yōu)越性:熔深大,焊縫側(cè)壁熔合性優(yōu)異,并且?guī)缀鯚o(wú)飛濺。優(yōu)越的精細(xì)控制性能與“主輔絲”焊接方式相結(jié)合使得 CMT Twin 非常簡(jiǎn)單使用。一旦主絲引燃,輔絲電弧就會(huì)自動(dòng)與之匹配。以往的焊接方法都不具有比這更好的自我調(diào)節(jié)性能。通過(guò)這樣的方式還可以將 CMT 冷金屬過(guò)渡技術(shù)與 Pulse(脈沖過(guò)渡)結(jié)合在一起從而在各種焊接應(yīng)用中取得好的焊接效果。

CMT Mix
這是一種 CMT 與其他工藝混合應(yīng)用的焊接工藝,通過(guò)控制脈沖電流實(shí)現(xiàn)更高的熱輸入,適用于鋁及不銹鋼的焊接。
技術(shù)參數(shù)
| 型號(hào) | TPS 320i CMT | TPS 400i CMT | TPS 500i CMT | TPS 600i CMT | CMT 4000 Adv. | CMT Twin | |
| 電源電壓 | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 3×400 V | 2×3×400 V | |
| 電源電壓容差 | +/-15% | +/-15% | +/-15% | +/-15% | +/-15% | 2×(+/-15%) | |
| 電源頻率 | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 50/60 Hz | 2×50/60 Hz | |
| 電源保險(xiǎn)絲保護(hù) | 35 A | 35 A | 35 A | 63 A | 35 A | 2×35 A | |
| 最大初級(jí)電流(100%) | 20.1 A | 26.1 A | 38.8 A | 60.1 A | / | 2×38.8 A | |
| 初級(jí)功率 | 4.83 kVA | 6.27 kVA | 9.3 kVA | 17.7 kVA | 15.0 kVA | 2×9.3 kVA | |
| 功率因數(shù) | 0.99 | 0.99 | 0.99 | 0.99 | 0.99 | 2×0.99 | |
| 焊接電流范圍 | MIG/MAG | 3-320 A | 3-400 A | 3-500 A | 3-600 A | 3-400 A | 2×3-500 A |
| TIG | 3-320 A | 3-400 A | 3-500 A | 3-600 A | / | 2×3-500 A | |
| MMA | 10-320 A | 10-400 A | 10-500 A | 10-600 A | 10-400 A | 2×10-500 A | |
| 開路電壓 | 73 V | 73 V | 82 V | 85 V | 790 V | 2×82 V | |
| 暫載率 | 10 min/40℃ 40%d.c. | 320 A | 400 A | 500 A | / | 400 A(50%) | 2×500 A(40%) |
| 10 min/40℃ 60%d.c. | 260 A | 360 A | 430 A | 600 A | / | / | |
| 10 min/40℃ 100%d.c | 240 A | 320 A | 360 A | 500 A | 300 A | 2×360 A | |
| 工作電壓 | MIG/MAG | 14.2-30.0 V | 14.2-34.0 V | 14.2-39.0 V | 14.2-44.0 V | 14.2-34.0 V | 2×14.2-39.0 V |
| TIG | 10.1-22.8 V | 10.1-26.0 V | 10.1-30.0 V | 10.1-34.0 V | / | 2×10.1-30.0 V | |
| MMA | 20.4-32.8 V | 20.4-36.0 V | 20.4-40.0 V | 20.4-40.0 V | 20.4-36.0 V | 2×20.4-40.0 V | |
| 保護(hù)等級(jí) | IP 23 | IP 23 | IP 23 | IP 23 | IP 23 | 2×IP 23 | |
| 尺寸(長(zhǎng)×寬×高 mm) | 706/300/510 | 706/300/510 | 706/300/510 | 706/300/510 | 625/290/705 | 2×706/300/510 | |
| 重量(kg) | 33.7 | 35.2 | 36.7 | 47.0 | 54.2 | 2×36.7 | |



