這種新型的系統(tǒng)同步/工藝同步的技術(shù)在焊接市場上是少見的,可以保證從開始引燃電弧到結(jié)束時填充弧坑的整個過程都將電弧控制得很穩(wěn)定。該工藝方法的優(yōu)越性:熔深大,焊縫側(cè)壁熔合性優(yōu)異,并且?guī)缀鯚o飛濺。高質(zhì)量的精細控制性能與“主輔絲”焊接方式相結(jié)合使得 CMT Twin 非常簡單使用。一旦主絲引燃,輔絲電弧就會自動與之匹配。以往的焊接方法都不具有比這更好的自我調(diào)節(jié)性能。通過這樣的方式還可以將 CMT 冷金屬過渡技術(shù)與 Pulse(脈沖過渡)結(jié)合在一起從而在各種焊接應(yīng)用中取得好的焊接效果。
普通雙絲焊
-

碳鋼搭接焊縫,3 mm
Vweld=200 cm/min
Vweld total=24 m/min -
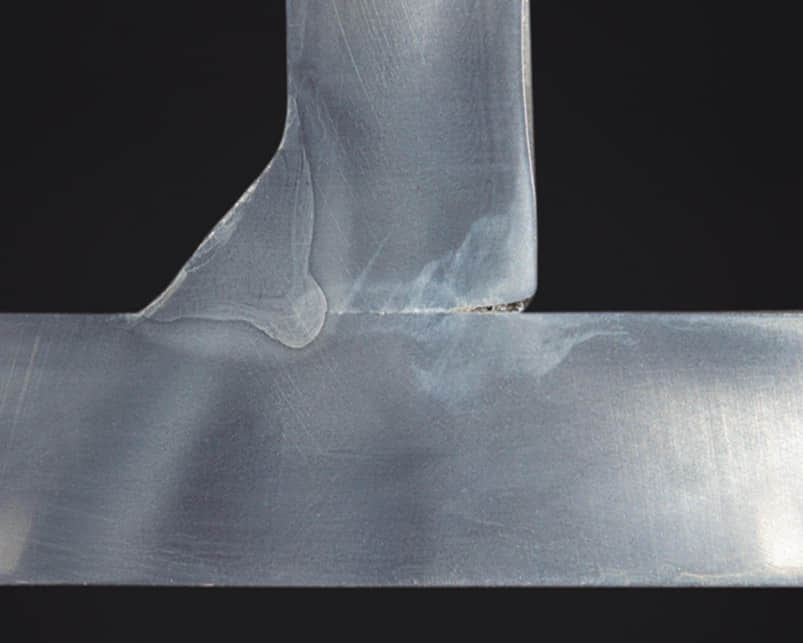
碳鋼角焊縫,10 mm
Vweld=300 cm/min
Vweld total=23 m/min
CMT Twin
-
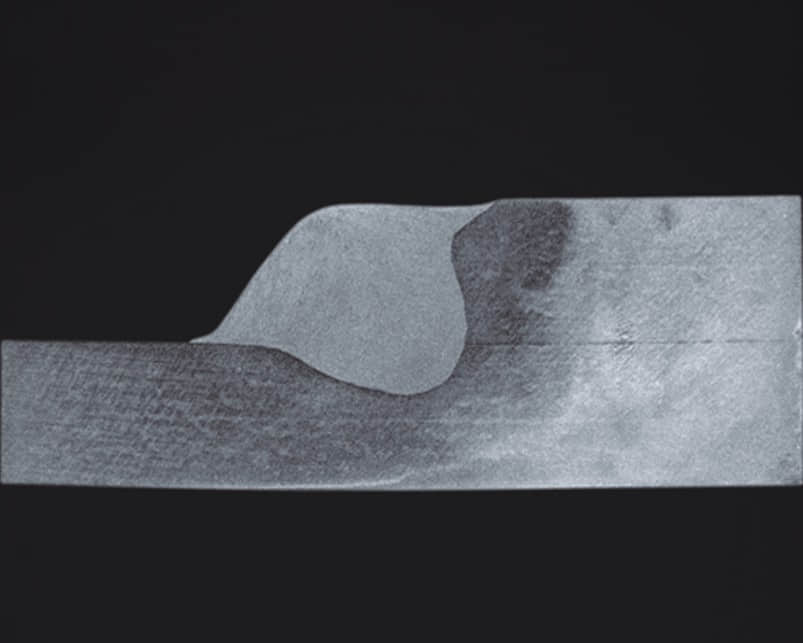
碳鋼搭接焊縫,3 mm
Vweld=120 cm/min
Vweld total=24 m/min -
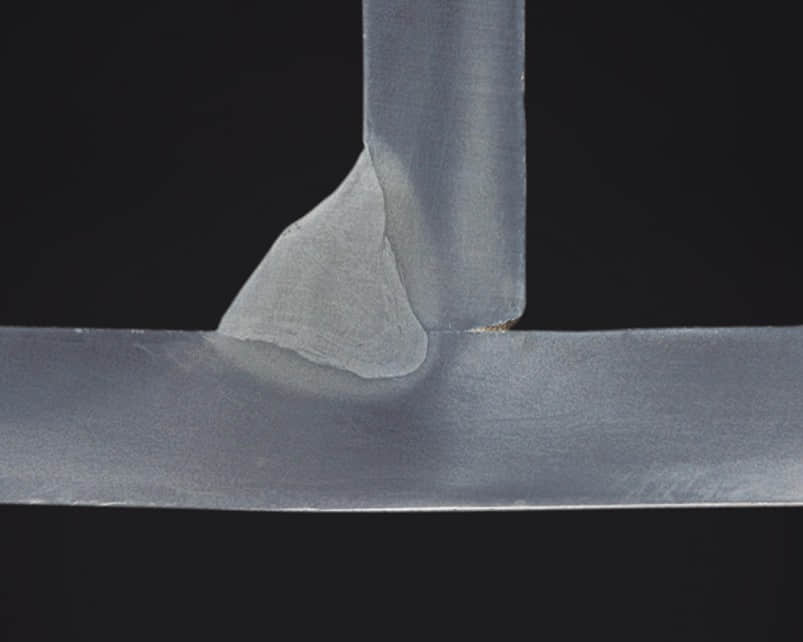
碳鋼角焊縫,10 mm
Vweld=150 cm/min
Vweld total=26 m/min
CMT Twin 可以大幅度提升CO2氣體保護焊的潛力。基于 CMT 的良好過渡形式,不僅可以實現(xiàn)低飛濺的焊接效果,而且可以按照需要實現(xiàn)高達兩倍的焊接速度或是兩倍的熔敷效率。另外,CMT Twin 在各種應(yīng)用中都可以提供良好的準確調(diào)節(jié)能力。對厚的材料可以實現(xiàn)“高熔敷率”焊接,而對薄板及鍍層板又可以實現(xiàn)高速焊接。新型的高負載型焊槍 Twin Compact Pro 具有很好的可達性。而且,有各種規(guī)格的槍頭選擇以更好地適應(yīng) 不同的焊接需要。內(nèi)置寵大的專家系統(tǒng),支持鋼、不銹鋼、鋁、銅、鎳等幾乎所有材料的焊接,應(yīng)用范圍廣泛。強勁、高速的 CMT Twin:一種快速,低飛濺的 MIG/MAG 雙絲焊工藝。相比傳統(tǒng)雙絲 MIG/MAG 焊具有高的工藝穩(wěn)定性和焊接性能,更高的成本效益,更高的工藝應(yīng)用范圍。
主絲采用脈沖電弧過渡,輔絲(采用 CMT 過渡)填充熔池至所需的焊腳尺寸。電弧的相互干擾小,熔池保持穩(wěn)定,從而實現(xiàn)了整個工藝過程的準確性。
-

CMT Twin 系統(tǒng)
通過產(chǎn)品視頻了解FRONIUS CMT Twin脈沖過程。


