全套 TPS/i Twin 雙絲協同焊接系統鮮明的特色就是各部件的更好匹配。兩臺電源和一把焊槍——獨立隔離的雙絲焊(“主絲”和“副絲”)——專屬 PMC TWIN 雙絲焊接工藝軟件包,與專用的清槍工作站及槍頭更換工作站搭配可成為完整的雙絲焊系統:易損件壽命延長及槍頭快速更換,可成倍節省時間及成本。終的效果就是:高熔敷效率、高焊縫質量及高焊接速度。當用于厚板上的長焊縫應用時效果尤其顯著。

焊接過程穩定
特殊的雙絲焊性能可實現雙電弧更好協調:引弧可靠、焊接穩定、易于調節。
熔敷效率高
高熔敷效率體現在焊縫力學性能優異及焊接速度迅捷:可達 30 kg/h、節省焊接時間。
焊接速度快
熔敷效率高的同時實現焊接高度穩定:減少焊接時間、減少熱輸入量、減少焊后返工等處理。
間隙填充能力強
大熔池可允許較大的公差:節省加工時間、保障焊接質量。
PMC TWIN
PMC TWIN 是為 TPS/i Twin Push 雙絲協同焊接系統特制的專門工藝軟件包。結合了弧長控制和恒熔深控制的新功能,顯著提升工藝穩定性。優化了主副絲電弧特性的 PMC TWIN 軟件包提高了焊接穩定性。
① 工藝特性
PMC TWIN 通用
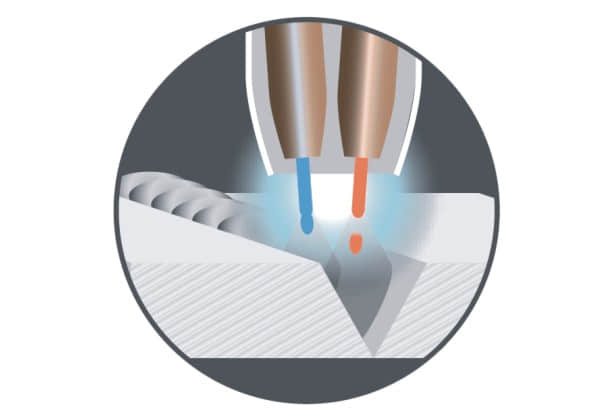
脈沖電弧
短弧脈沖焊
可調節主副絲熔滴過渡特性
實現高速焊接
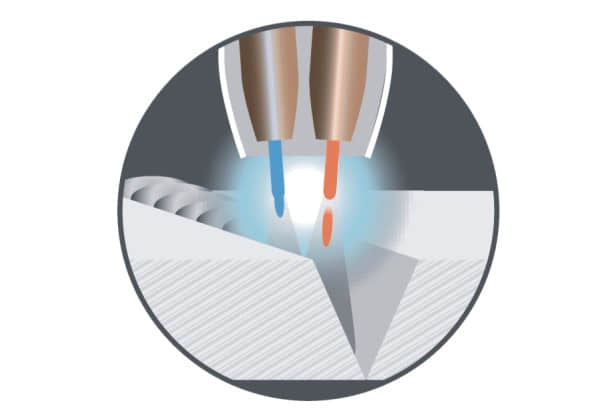
PMC TWIN PCS
噴射電弧
主絲焊透性強
副絲填充焊縫
實現深熔深焊
理想的窄間隙焊接工藝
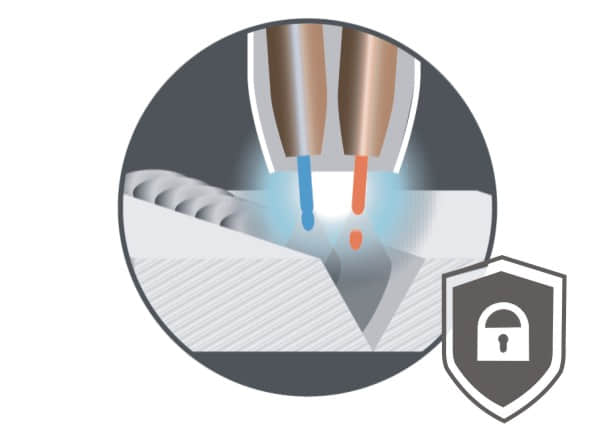
PMC TWIN 多電弧
脈沖電弧
優化多電弧同時作業的焊接特性
所有特性與通用電弧一樣
② 工藝比較
對比 PMC TWIN 新型雙絲焊與傳統脈沖雙絲焊,優勢明顯。(焊接位置:PB、保護氣體:Ar+18% CO2、焊絲:ER70S-6 φ 1.2 mm)
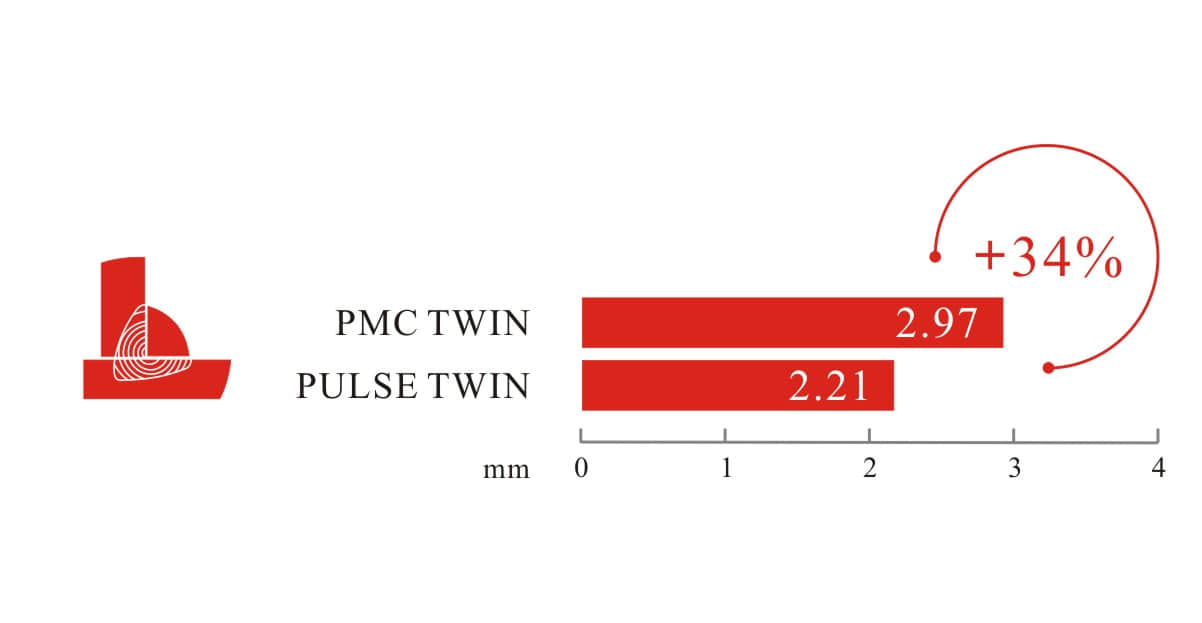
熔深
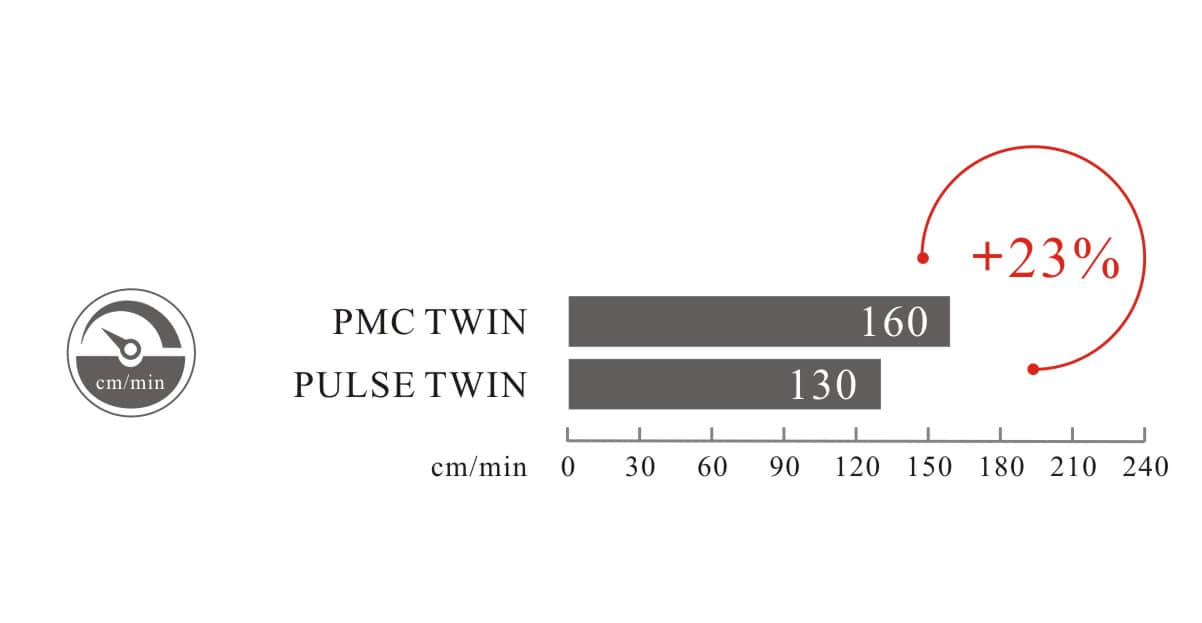
焊接速度
送絲速度獨立控制
根據電弧能量設置自動調節主副絲脈沖比例,可實現協同脈沖下主副絲送絲速度大不相同。
熔滴時差可變
雙絲焊特性中的主副絲熔滴間隔時差做了優化調節,必要時也可對其手動調節。
引弧同步
副絲跟隨主絲略微延遲引弧:防止電弧相互干擾,確保可靠起弧。

TPS/i Twin 雙絲協同焊接系統


